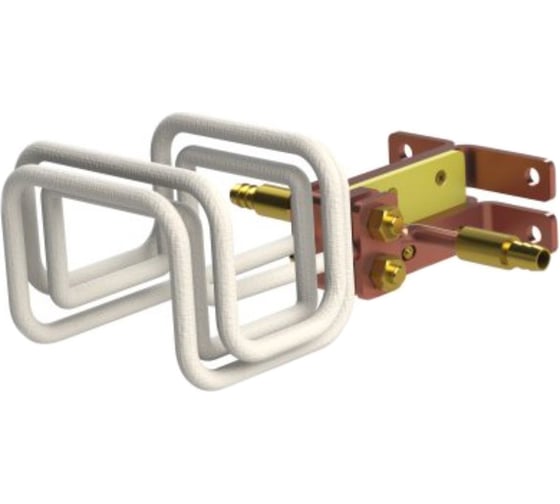
Индуктор для пайки отрезных резцов 25x16 для Микроша ВЧ
Special Price Узнать цену. Узнать цену. Компания «Амбит» создана для разработки оборудования с использованием технологии индукционного нагрева. Специалисты компании имеют обширный опыт в разработке силовой электроники, автоматизации промышленных предприятий, механизации технологических процессов. Мы рады предложить высокотехнологичное, качественное оборудование по конкурентным ценам, мощностью от 12 до кВт. Готовы разработать оборудование по Вашему техническому заданию.













На практике, при создании паяных соединений, следует отметить, что для нагрева определенных узлов требуется разработка индивидуальных индукторов под размеры и форму этих узлов, чтобы тепло проникло на заданную глубину, и пайка получилась качественной. Основными факторами, оказывающими воздействие на выбор формы индуктирующего провода, являются следующие характеристики узла, подлежащего пайке: габариты и форма изделий; взаимное расположение паяемых частей детали; электрофизические свойства, которыми обладают материалы, из которых изготовлены части изделия; количество узлов, подвергаемых процессу пайки одновременно; способ взаимной фиксации паяемых узлов; способы загрузки и выгрузки изделия; способ подачи припоя. Хоть выше было приведено немало факторов, оказывающих влияние на выбор формы индуктора, при его создании все их можно свести к минимуму. При создании индуктора специалисты в первую очередь руководствуются правилами, которые будут описаны ниже. В первую очередь важным фактором при создании индуктора является необходимость достижения одновременно одинаковой температуры на поверхности всех частей изделия, а также расплава припоя. Может показаться, что индукционная пайка делает этот процесс невыполнимым, но это не так.






Компания Проминдуктор предлагает индукционные нагреватели для пайки труб и других металлических изделий. Пайкой называется технологический процесс соединения металлических заготовок без их расплавления посредством введения между ними расплавленного промежуточного металла-припоя. Припой имеет температуру плавления более низкую, чем температура соединяемых металлов, и заполняет зазор между соединяемыми поверхностями за счет действия капиллярных сил. При охлаждении припой кристаллизуется и образует прочную связь между заготовками. В данном процессе наряду с нагревом необходимо удаление окисных пленок с поверхности паяемых металлов.